Old School Prototyping – Sometimes Newer Isn’t Better!
“3D printing” and “rapid prototypying” seem to be in every other headline we read today. I know this is an exaggeration but the number of companies offering services or equipment is growing enormously with most companies having in-house capabilities and many people now having printers in their home. More accurately described as additive manufacturing, there is a manufacturing revolution in progress.
The beauty of additive manufacturing is its directness, going straight from a digital file to a part. Gone are the expenses of tooling, multiple setups, and the highly skilled individuals spending hours or weeks crafting parts. It sounds like you’re screwing up if you’re still wasting time and money machining and molding parts. With machines popping up in schools, libraries, street corner u-build-it shops, and many homes, everything else is obsolete! Well… maybe not.
Additive manufacturing typically builds an object in layers. This enables the creation of hollow geometry and blind undercut features that cannot be readily manufactured by other means – think of building a ship in a bottle with the cap still on the bottle! Some processes allow changing materials mid-stream giving multi-color or multi-hardness in a single, continuous part.
“If you can make it using conventional processes, 3D printing probably isn’t going to be the best way.”
This was what I heard from an industry expert a few years back, giving a seminar on additive manufacturing, the over-arching description for 3D printing, stereo lithography, fused deposition modeling, and a handful of other technical sounding process names. The underlying message was far from discouraging; it was liberating!
Some equipment manufacturers are recognizing the limitations of these processes. Tight tolerance requirements have prompted them to offer hybrid machines that combine additive processes with precision CNC machining. (one-machine-to-rule-them-all) The tolerances achieved through traditional machining are more precise and the throughput is greater as well.
When seeking to fabricate an object whose geometry can be generated by subtractive manufacturing, such as machining, with a single setup, the machining process may well be faster and more accurate. Depending on the complexity of the programming and labor involved, machining may be less expensive and multi-part runs will increase any advantage.
Material properties can be a game-changer. Additive manufacturing encompasses multiple processes, each with its own material constraints. 3D printing dispenses material in liquid form which then solidifies and sticks to the surface or layer upon which it has landed. Material for 3D printers must be a low viscosity fluid that can be formed into tiny droplets.
Stereo lithography (SLA) utilizes a liquid pool upon which a focused light beam polymerizes a thin layer into solid material. It literally draws the object on the surface of the pool, indexes the new solid layer and draws the next layer on, repeating the process over and over. The materials for this process are very specialized.
Laser sintering is similar to SLA except it starts with a powder, either spread in layers or dispensed in a stream, which gets heated and fused by a laser beam. The fused layer is lowered and additional powder is spread on top or dispensed, providing the basis for the next solid layer. Laser sintered materials must melt and solidify while retaining their properties. A variety of thermoplastics and metals are used in this process, providing a broad range of capabilities.
In contrast, material options for a machined prototype are numerous. Most metals and many polymers are available in plate, sheet, rod, and tube form.
And there is one category of material that is a very limited option for the additive manufacturing processes; fiber reinforced composite polymers. Fibers of glass, carbon, and aramid are widely used to add strength, stiffness, toughness, electrical conductivity and thermal conductivity to a wide range of polymers. The high aspect ratio of fibers that make them so valuable as a reinforcing additive also make them incompatible with many additive processes. If the reinforced materials are pulverized or granulated small enough to use in the process, many of the benefits of the fibers are lost.

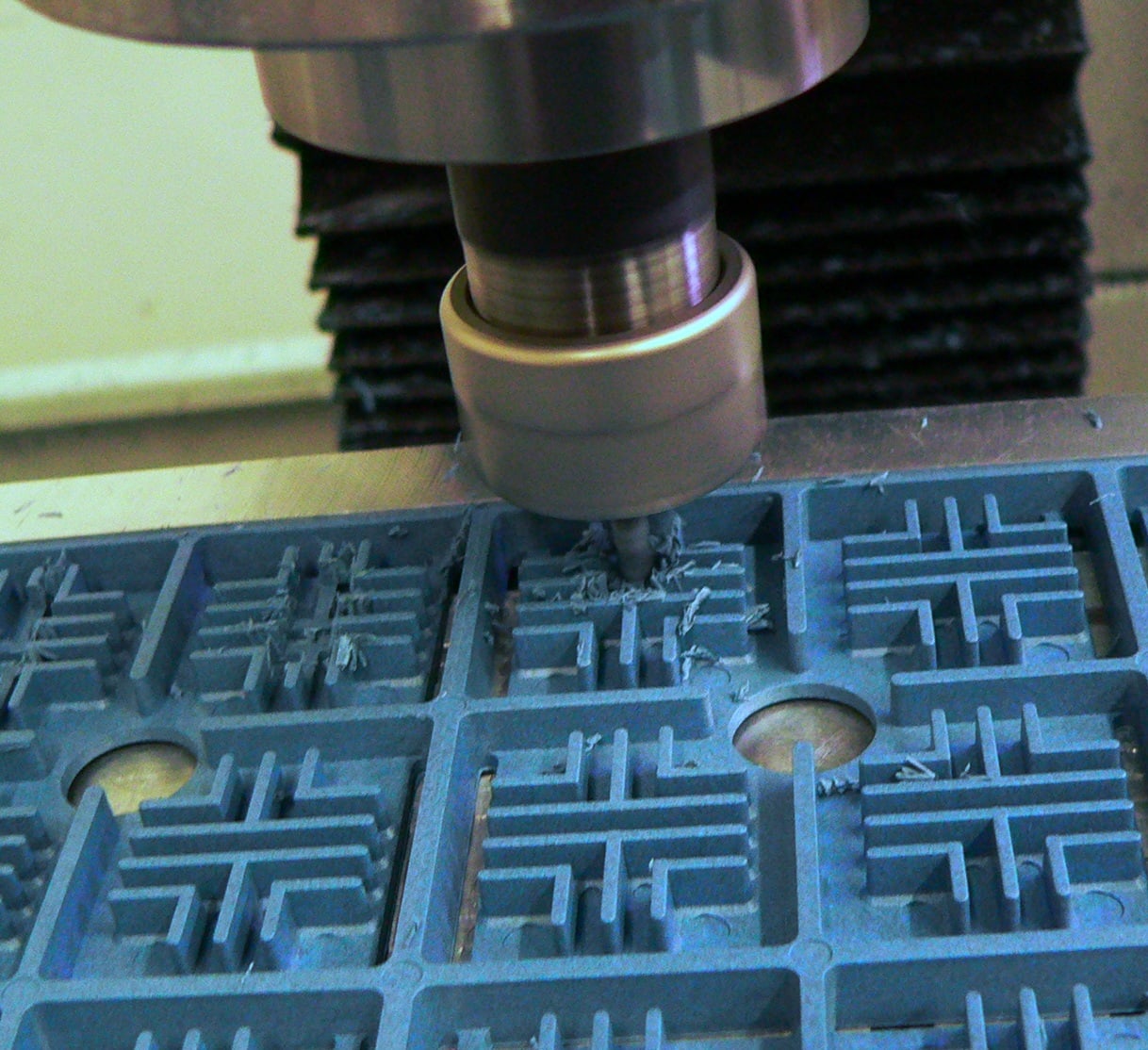
A further variation that can provide very cost-effective rapid prototyping combines the benefits of injection molding or extrusion with machining. Injection moldable and extrusion grades of most polymers are the least expensive forms. By creating some useful “blank” forms in high volume, and machining details into the existing geometry, machining time and material waste can be dramatically reduced. This process is used by R H Murphy Company to produce RapidTray® Machined Matrix Trays with lead times comparable to the additive processes. Using molded blanks reduces the material cost by over 90% compared to stock shapes and offers the material performance that is simply unavailable from additive processes.
To learn more about combining molding and machining for value and efficiency call 603-889-2255.